Das Potenzial der Ultraschallwellenüberlagerung zur Verbesserung der Eigenschaften des Laserstrahlschweißens wurde am Fachgebiet Trennen und Fügen von Fertigungsverfahren (tff) der Universität Kassel mit einem stationären und einem bewegten Piezoshaker-System untersucht. Ein Beispiel dafür ist der Versuch an der hochfesten Stahllegierung 22MnB5, der hier vorgestellt wird. Eine Adaption auf andere Schweißverfahren und Werkstoffe ist möglich.
Die Einflüsse der verschiedenen Anregungsparameter des Piezoshakers auf die Ultraschallwellenüberlagerung wurden untersucht, z.B. die Verteilung der AlSi-Beschichtungspartikel innerhalb der Fügezone sowie die Schweißnahteigenschaften [1].
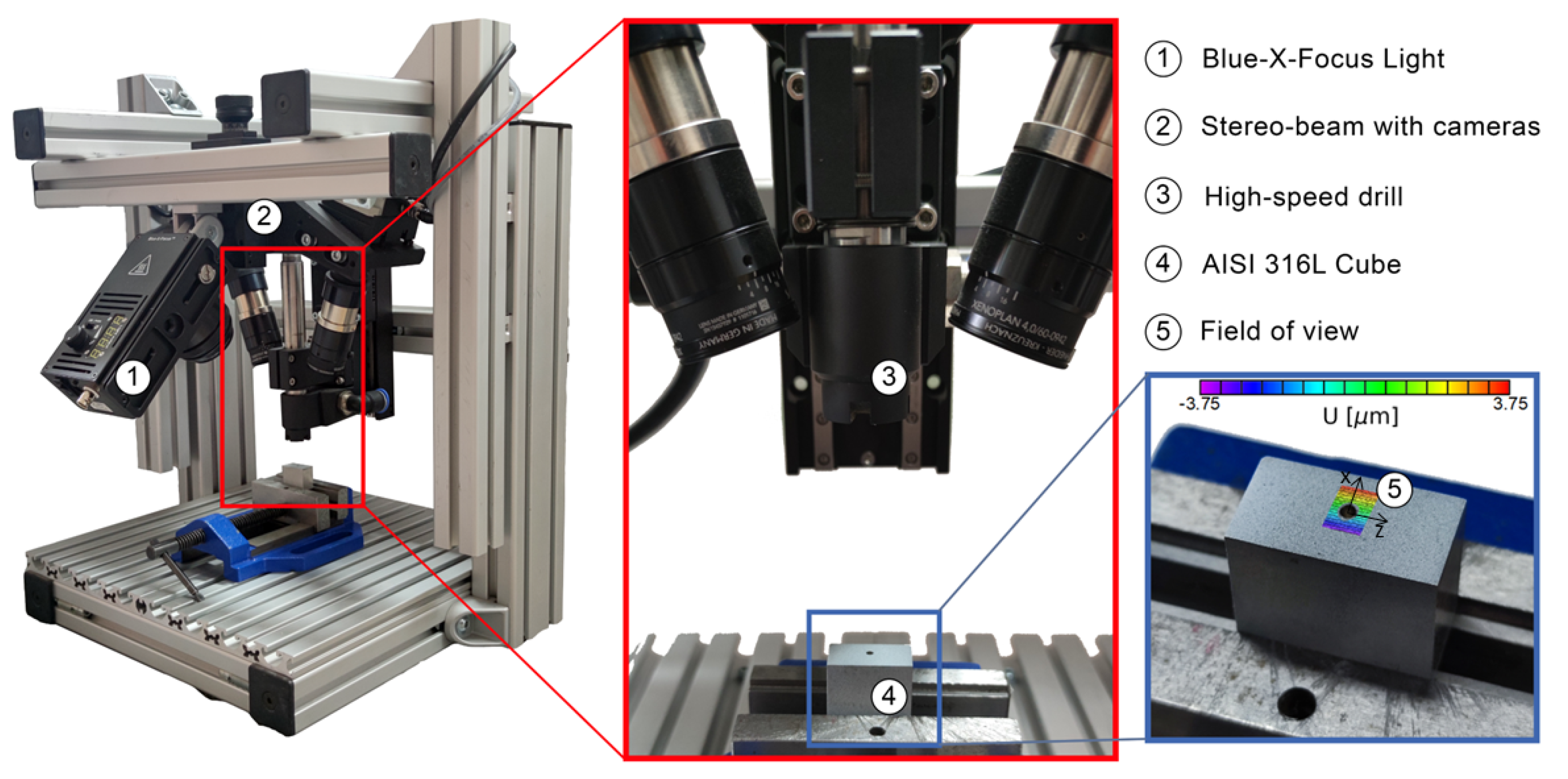
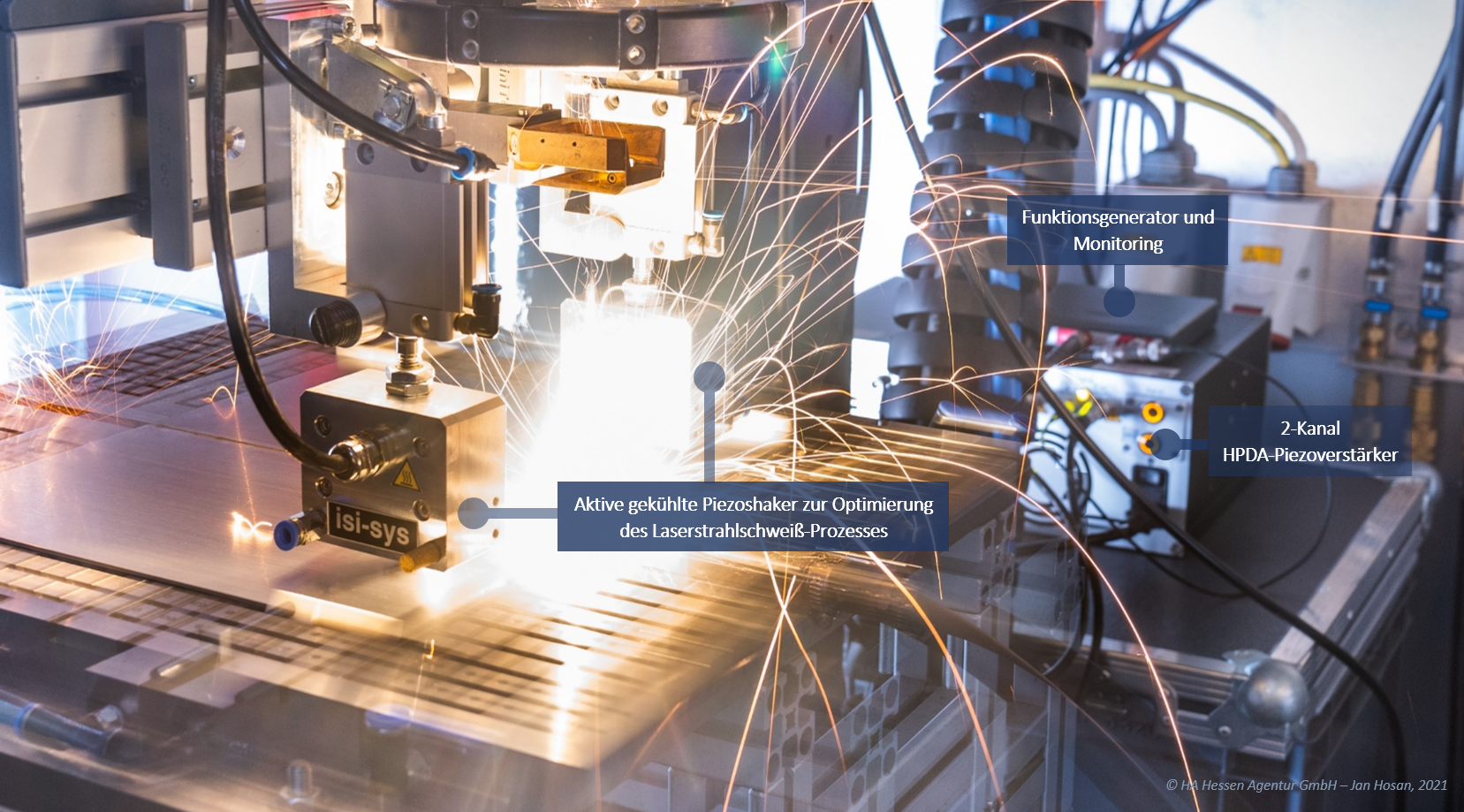
Für die Wellenüberlagerung wurde das isi-sys Piezoshaker-System verwendet, wie in Abb. 1 dargestellt. Das System besteht aus einem 2‑kanaligen Piezo-Verstärker der Serie HPDA‑0–180-2C und zwei Piezoshakern der Serie PS-W-02. Die Piezoshaker sind über eine Halterung fest mit der Laseroptik verbunden und werden relativ zur Bauteiloberfläche in einem definierten Abstand zum Laserstrahl bewegt. Mit Hilfe von Pneumatikzylindern werden diese mit einer definierten Kraft auf die Bauteiloberfläche gepresst. Unebenheiten und Stärkendifferenzen der Fügepartner können so kompensiert werden.
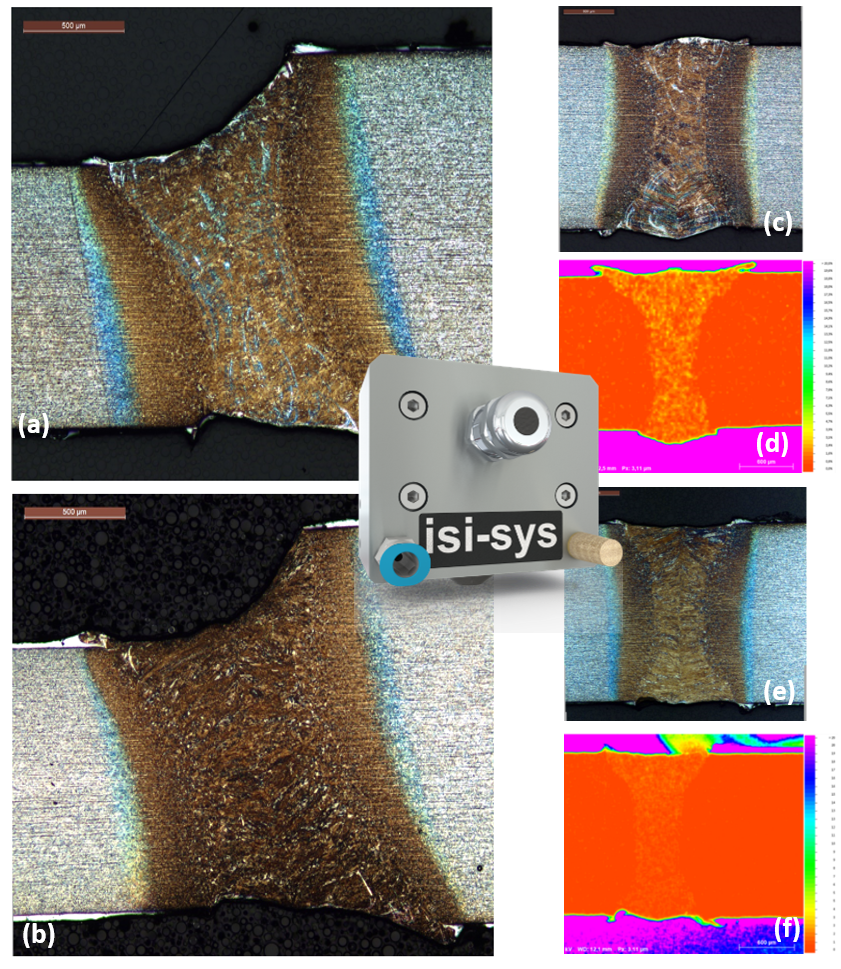
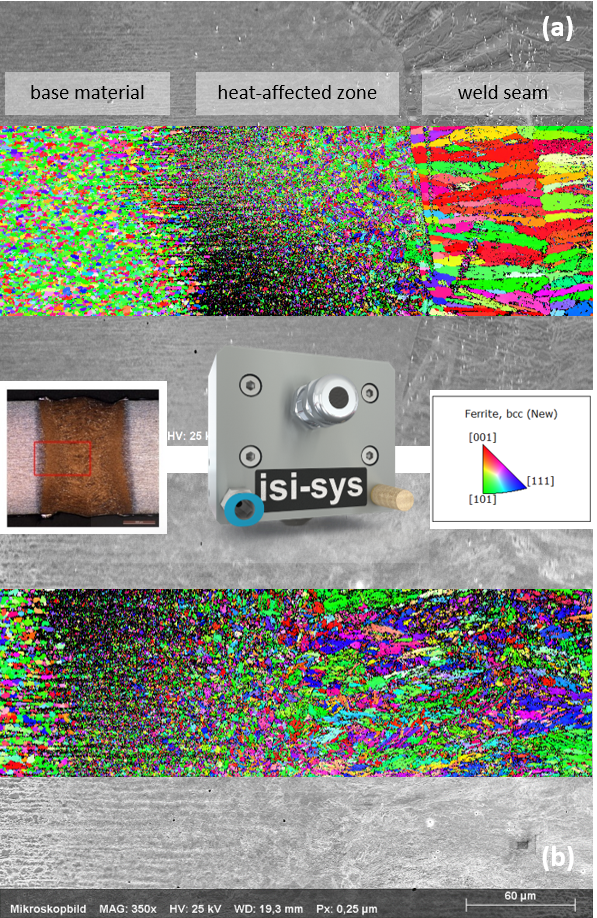
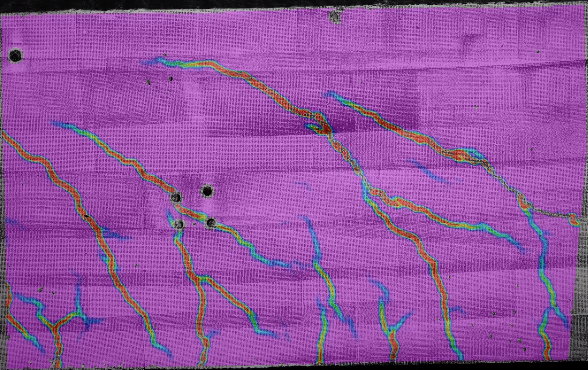
Abb. 1 (links):Die Verteilung der AlSi-Beschichtung im Vergleich ohne (a) und © und mit (b) und (e) Einfluss einer Ultraschallwellenüberlagerung durch isi-sys Piezoshaker beim Laserstrahlschweißen mit Falschfarbenbildern der EDS-Analyse (d) und (f) [1]
Abb. 2 (rechts): Überlagerte REM-Bilder und abschnittsweise inverse Polfigurabbildung (IPFM) einer Schweißnaht ohne (a) und mit Ultraschallüberlagerung (b), gemessen mit Elektronenrückstreubeugung, dargestellt als inverse Polfigur in Z‑Richtung [1].